Last updated on February 15th, 2023 at 03:05 pm
Safety
The ASTM E716 standard describes best practices for obtaining representative samples for quantometer analysis. Please be aware of the safety disclaimer in section 1.3 of the ASTM E716 standard. It is the responsibility of the producing plant to ensure employee safety.
Review the entire standard with special emphasis on the following sections:
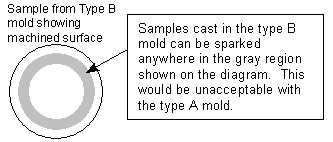
Section 5.2 discusses the significant benefits of using the "Type B" center pour mold. See the drawing below. This mold produces a sample that can be analyzed along a band just inside its circumference after proper machining.